Cyclustijd en Doorlooptijd zijn 2 begrippen in Lean Manufacturing die veelvuldig met elkaar worden verward.
In onderstaand figuur worden beide allereerst verduidelijkt.
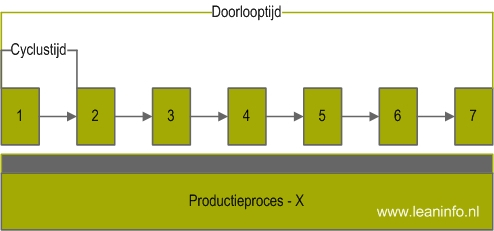
Bovenstaand voorbeeld is een weergave van een klein productieproces bestaande uit 7 deelprocessen. De cyclustijd is de gemiddelde tijd tussen het gereed maken van 2 producten. Een product is hierbij het eindresultaat van een deelproces en vertegenwoordigt dus niet direct het volledige eindproduct. De cyclustijd geeft de daadwerkelijk benodigde tijd aan om een product te verwerken.
In een vergelijking kan de cyclustijd alsvolgt worden weergegeven:
- Cyclustijd = (Procestijd) + (Wachttijd)
De wachttijd wordt in veel gevallen echter gebagatelliseerd, terwijl deze wel degelijk van grote waarde is voor een goede beeldvorming van de cyclustijd. De veel voorkomende redenatie dat de cyclustijd gelijk is aan slechts de procestijd (starttijd tot en met eindtijd) gaat hierdoor niet op.
Cyclustijd & Takttijd
Tijd is binnen Lean Manufacturing een primaire parameter. Dit komt omdat de factor tijd verband houdt met zeer veel organisatorische aspecten. Naast een verwarring met de doorlooptijd van een product, wordt de cyclustijd eveneens veelvuldig vergeleken met de takttijd van een (deel-)proces. Deze zijn echter niet gelijk! Wanneer de cyclustijd lager is dan de takttijd van een proces zullen operators tijd overhouden. Dit is een ongewenste en zeer inefficiënte situatie. Het is belangrijk dat de cyclustijd van een proces wordt afgestemd op de takttijd. Beide termen worden echter vaak in de verkeerde context gebruikt. De afstemming van de cyclustijd op de takttijd kan met behulp van verschillende tools worden bereikt. Standaard Werk Combinatie Tabellen (SWCT’s) en Lijnbalancering zijn hier voorbeelden van. Deze tools behandelen onder andere de betreffende interactie.
Tijdsbepaling
Het in kaart brengen van de cyclustijden kan door middel van (traditionele) tijdsmetingen. Een alternatief hiervoor is bijvoorbeeld MTM-UAS. Deze methodiek is uitermate geschikt voor processen met een hoge cyclustijd zoals in de truckindustrie. Met behulp van circa 70 codes kan met MTM-UAS een inschatting gemaakt worden van de cyclustijd van een (deel-)proces.
De cyclustijd dient gemeten te worden voor een proces, niet voor een persoon. Een ervaren medewerker zal waarschijnlijk sneller werken dan een onervaren medewerker. Het basisconcept van MTM-UAS speelt hierop in door arbeid in een proces te zien als het plaatsen en nemen van objecten. Hierbij worden verschillende variabelen zoals afstand, gewicht en vormgeving van de objecten in acht genomen. Nadat een object is genomen en geplaatst wordt het in veel gevallen nog een aantal keer herplaatst, waarvoor verschillende bewegingen (eenparige-, cyclusbewegingen etc.) benodigd kunnen zijn. De methodiek maakt hierin onderscheidt door gebruik te maken van afzonderlijke categorieën.
Zowel met behulp van tijdsmetingen alsmede door analyse kunnen de cyclustijden van een proces worden gedefinieerd. Nadat de cyclustijden zijn vastgesteld is het de uitdaging deze te reduceren.
De takttijd is een constante waarde in het proces. Variatie is een belangrijk aspect welke ervoor zorgt dat de cyclustijd van een proces kan fluctueren ten op zichte van de takttijd. Hoe meer variatie in een proces, des te minder robuust dit proces (waarschijnlijk!) is en hoe groter de kans dat verspillingen optreden. Het reduceren van de variatie in een productieproces in combinatie met de aanpak van verspillingen zal hierdoor leiden tot een reductie van de cyclustijd. Wederom speelt hierbij, net als bij doorlooptijdverkorting, de aanpak van bottlenecks een bepalende rol!
Zoals hierboven reeds is vermeld spelen verspillingen een belangrijke rol in de variatie van cyclustijden van een proces (discontinuïteit). Batching is een Engelse term welke staat voor batch gewijze productie, oftewel batchprocessen. Dergelijke processen zijn een vorm van verspilling in Lean Manufacturing en maken het lastig om de cyclustijd van een proces te bepalen. Batch and queue processen hebben een kenmerkende basisstructuur; na ieder proces komt een hoeveelheid afgeronde producten vrij welke gereed zijn voor een volgend proces. Een voorbeeld van een dergelijk proces is hieronder weergegeven.

Na ieder deelproces wordt er een hoeveelheid product (‘batch’) vrijgegeven voor een volgend proces. De cyclustijden in dergelijke processen kunnen worden bepaald door de totale tijd van het proces te delen door het aantal producten. Dergelijke uitkomsten zijn echter niet representatief (betrouwbaar) genoeg voor 1 product uit dat proces. Probeer batchprocessen daarom altijd om te zetten in een flow (lean).