Een belangrijk kenmerk van een Lean organisatie is gericht op het streven naar nivellering ten einde een continue flow binnen een proces te bevorderen.
Nivellering is een proces waarbij getracht wordt in een specifiek opzicht een gelijk niveau te bereiken. Het gaat hierbij om evenwicht en balans. Productienivellering richt zich op het balanceren van aspecten (bijvoorbeeld handelingen) om op een gelijk niveau te komen. Cyclustijden van deelprocessen kunnen zodoende op elkaar worden afgestemd om (tussen-)voorraden te elimineren. Heijunka wordt hiervoor veelvuldig toegepast.
Toepassing
Het creëren van een balans is niet eenvoudig, echter het behouden van de controle over production leveling is nog moeilijker te bereiken. Een Heijunka Box, een visuele tool om het productieproces te regelen, is een bewezen methodiek om deze controle te waarborgen.
Het principe kan worden vergeleken met een dienstregeling voor de productie van verschillende productgroepen. De box bestaat uit rijen en kolommen, ieder met een eigen betekenis.
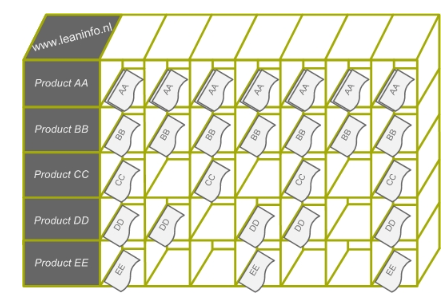
Elke kolom van de box vertegenwoordigt een specifieke tijdsperiode. Afhankelijk van het type proces kunnen hiervoor tijdintervallen van enkele minuten, uren tot dagen of weken gehanteerd worden. Door middel van gekleurde kaarten kunnen specifieke (bijvoorbeeld individuele) taken voor komende productieruns aangeduid worden. Vooral voor organisaties met veel variëteit en flexibilteit weergeeft de Heijunka Box op effectieve wijze een inzicht in de uitgevoerde en geplande verrichtingen. Werknemers wisselen de kaarten in de box voor hun betreffende productgroep en zien in één oogopslag welke werkzaamheden nog gepland staan. Ieder(e) product(groep) wordt weergegeven op de horizontale lijnen van de Heijunka Box.
Voorbeeld
Bovenstaand voorbeeld vertegenwoordigt een productieproces in een Build-To-Order organisatie, waarin gewerkt wordt in tijdsintervallen van 20 minuten. De kaarten zijn geplaatst in de Heijunka Box, waarin het aantal kaarten een vertegenwoordiging is van het aantal items van een productgroep per tijdsinterval. In deze situatie worden er per tijdsinterval 2 producten A en 1 product B geproduceerd, aangevuld met een wisselende hoeveelheid C, D en E producten. Door de box en het bijbehorende patroon van kaarten wordt duidelijk aangegeven dat er gewerkt wordt met een continue flow van producten.